全面解读断桥铝门窗生产加工工艺
断桥铝门窗因其优异的保温隔热、隔音降噪、耐候防腐及美观大方的特性,已成为现代建筑门窗的主流选择。其卓越性能的背后,是一套严谨、精密的生产加工工艺体系。本文将对断桥铝门窗从型材到成品的完整制造加工流程进行详细解读。
一、 核心原料与型材加工
- 铝合金型材:选用6063-T5或更高等级的铝合金,通过挤压成型工艺制成门窗框、扇、中梃等基础型材。型材的壁厚、腔体设计直接影响最终产品的强度和性能。
- 隔热条(“断桥”核心):这是实现“断桥”(热量传递隔断)的关键部件。通常采用PA66GF25(尼龙66加25%玻璃纤维)材质,其强度高、热膨胀系数与铝材接近,耐候性好。通过“穿条式”或“注胶式”工艺,将隔热条与内外两层铝合金型材牢固复合,形成高效的隔热冷桥。
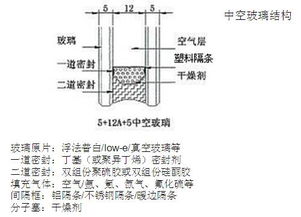
- 玻璃:通常采用中空玻璃(如5+12A+5),内部充入惰性气体(如氩气),并可附加Low-E低辐射镀膜,进一步提升保温隔热和防晒性能。也有夹胶玻璃、三玻两腔等更高配置。
二、 主要生产加工工艺流程
- 型材下料与切割:
- 使用高精度双头锯或数控切割锯,根据门窗设计尺寸对复合好的断桥铝型材进行精确切割。
- 切割角度通常为45°(用于框角拼接)或90°(用于中梃连接),切割面的垂直度与光洁度至关重要,直接影响后续组角的密封性。
- 铣削与冲压加工:
- 铣排水孔、工艺孔:使用端面铣床或数控铣床,在型材特定位置加工排水孔、气压平衡孔,确保门窗的防水透气功能。
- 冲压:使用冲床加工执手孔、锁孔、滑轮安装孔等,实现五金件的精准安装。
- 组角与拼接(关键工艺):
- 活动角码工艺:在型材腔体内插入带锁紧螺钉的角码,通过精密组角机将两根45°切割的型材挤压拼合,并同时拧紧角码螺丝,使角部紧密牢固。此工艺便于运输和现场安装。
- 注胶角码工艺:在角码或型材拼接处注入专用的组角胶(环氧树脂类),再进行挤压组角。胶体固化后形成极强的机械连接和密封,强度和密封性极佳,是高端门窗的常用工艺。
- 中梃连接:采用“中梃连接件”或“拨叉”工艺,将横杆与竖杆牢固连接,保证整体框架的稳定性。
- 密封系统安装:
- 在型材相应的卡槽内,安装三元乙丙(EPDM)橡胶密封胶条。胶条应弹性好、耐老化,在门窗的开启扇四周、玻璃压线内侧等位置形成多道连续、柔软的密封,是实现气密、水密、隔音的关键。
- 五金件安装:
- 安装包括执手、传动器、锁点、锁座、合页(铰链)、滑轮等整套五金系统。五金件的品质和安装精度直接决定门窗的使用手感、承重能力、安全性和耐久性。必须严格按照定位孔位安装,确保传动顺畅、锁闭严密。
- 玻璃安装与压线固定:
- 将符合规格的中空玻璃放入扇框内,四周垫上玻璃垫块以定位并缓冲应力。
- 然后安装内侧的玻璃压线(扣条),压线通常通过卡扣或螺钉与扇框固定,将玻璃牢固压紧,并在玻璃与型材之间形成稳定的密封空间。
- 调试与检验:
- 安装完成后,需对门窗进行全面调试:检查开启是否灵活、锁闭是否到位、密封是否严密、有无异响等。
- 进行必要的性能检验,如使用压力检测设备模拟风压检查气密、水密性(或送检专业机构)。
- 清洁型材表面,贴上保护膜,准备包装出厂。
三、 工艺要点与质量把控
- 精度控制:从下料尺寸到孔位加工,必须依赖高精度设备并严格控制公差,这是保证门窗平整度、缝隙均匀度和整体性能的基础。
- 连接强度:组角和中梃连接是门窗结构的“骨骼”,其工艺选择和施工质量决定了整窗的抗风压强度和长期使用的稳定性。
- 系统兼容性:型材、隔热条、五金、胶条、玻璃是一个有机整体。优秀的设计要求各部件性能匹配、接口精准,形成协同增效的“系统门窗”。
- 辅料品质:密封胶条、组角胶、密封胶等辅料的耐候性、弹性、粘结力同样不容忽视,它们直接影响门窗的长期密封效果。
****
断桥铝门窗的制造加工是一门融合了材料科学、机械加工与系统设计的精密工艺。从优质铝锭到高性能成品,每一步工序的严谨执行与质量把控,共同铸就了其卓越的物理性能和使用体验。消费者在选择时,了解其背后的工艺细节,有助于更好地甄别产品优劣,选择真正高品质的门窗系统。
如若转载,请注明出处:http://www.rqbrmc.com/product/64.html
更新时间:2026-06-18 22:39:30